- 您的位置:网站首页 > 技术文档 > 稳压罐知识耐热钢钢压力容器焊接实例
-
耐热钢钢压力容器焊接实例
耐热钢钢压力容器焊接实例
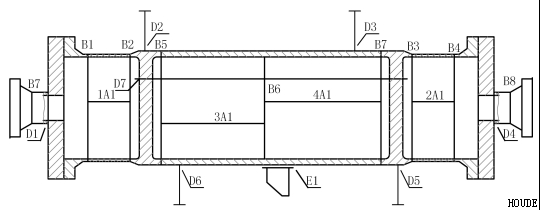
直径为500mm,壳程壁厚为30mm,管程壁厚为16mm的加热器(图10-4),壳体材质为15CrMoR,其主要承压焊缝的焊接工艺见表10-3。

说明:
① 壳程筒体直径较小,焊工无法钻入筒体内焊接,故壳程筒体纵、环缝只能从外侧施焊。同样,由于该设备结构方面的原因,壳程、管程筒体与管板的环缝焊接也只能从外侧进行。至于接管与对接法兰环缝,本设备中接管规格为φ273×12,亦无法从内侧施焊。以上焊缝需要单面焊,但又要保证质量,选用TIG焊打底是保证焊缝质量最有效的方法。对于壳程筒体环缝,也可采用GTAW打底,SMAW再焊两道,然后SAW焊剩余层的方法。
② 尽管管程筒体直径较小,但其长度很短,管程筒体纵缝、管程筒体与法兰环缝具备内侧焊条电弧焊的条件,故采用焊条电弧焊进行双面焊。
③ 接管、整体法兰与法兰盖、管板、壳体的角焊缝设备大合拢焊缝,鉴于此部位焊缝形状和焊接条件,一般选用焊条电弧焊。
④ 换热管-管板焊接是热交换设备的重要焊缝,其焊接方法有焊条电弧焊、手工钨极氩弧焊、全位置自动氩弧焊。焊条电弧焊是最早使用的焊接方法,其特点是效率高,但是质量对比于其他两种方法来说要差很多,现在基本上已被淘汰。但是在某些特殊场合,如丝堵式空冷器,其管子-管板焊接必须通过管板前的丝堵板进行焊接,这时只能用采用焊条电弧焊的方法,用小直径焊条焊接,这对焊工操作技术要求很高,一般在焊前需要对焊工进行专门培训。
目前使用最广泛,质量最好的焊接方法为自动氩弧焊。本设备中换热管-管板焊接采用全位置自动氩弧焊,焊接接头形式为角焊缝(图10-50)。焊丝直径为1mm,填丝焊两道。
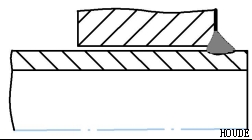
图10-5 加热器换热管-管板接头形式
⑤ 耳座与壳体焊接角焊缝属非承压焊缝,采用熔化极气体保护焊(保护气体为纯CO2),效率高,焊缝成形好。TWE-811B2为焊材牌号,其焊材型号为E81T1-B2(AWS A5.29)。