- 您的位置:网站首页 > 技术文档 > 稳压罐知识低合金高强钢缓冲罐焊接实例
-
低合金高强钢缓冲罐焊接实例
低合金高强钢缓冲罐焊接实例
直径为2000mm,壁厚为32mm的缓冲罐(图10-1),壳体材质为16MnR,其主要承压焊缝的焊接工艺见表10-1。
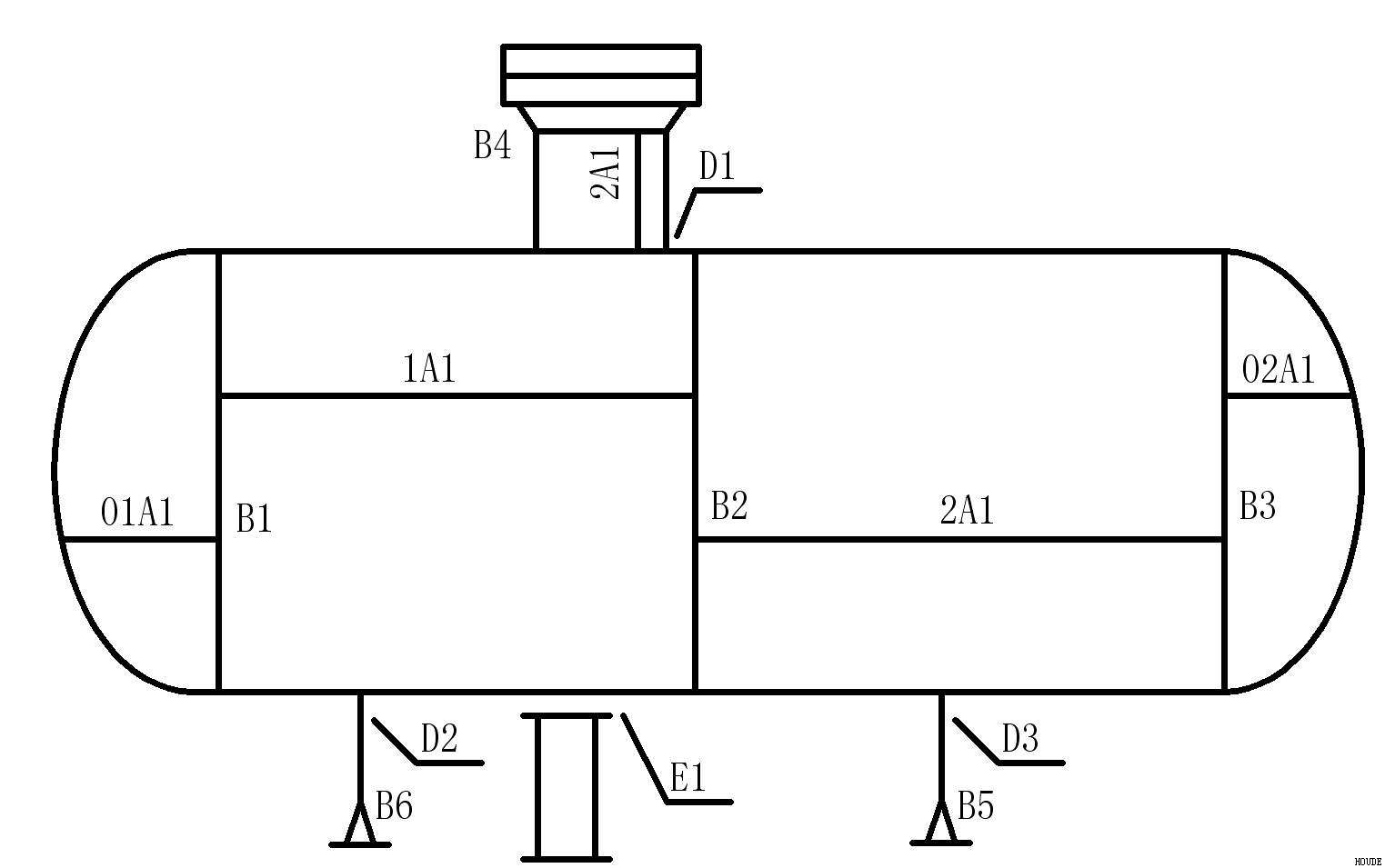
图10-1 缓冲罐简图
表 10-1 缓冲罐焊接工艺
焊缝编号
焊缝位置
焊接方法
焊接材料
说明
O1A1、O2A1
封头拼缝
双面SAW
H08MnMo+HJ431
①
1A1、2A1、B1、B3
壳体纵、环缝
双面SAW
H10Mn2+HJ431
②
B2
壳体环缝(大合拢)
内SMAW
外SAW
J507
H10Mn2+HJ431
③
B4
D1-D3
人孔接管与对应法兰环缝
人孔、小接管与壳体角焊缝
双面SMAW
J507
④
B5、B6
小接管与对接法兰环缝
GTAW打底
SMAW盖面
TIG-50
J507
⑤
E1
鞍座与壳体焊接角焊缝
GMAW
(CO2焊)
TWE-711
⑥
说明:
① 封头拼缝在平板状态下焊接完成后,需再经过950 ~ 1000℃的加热后进行冲压成形,故拼缝要经过Ac3以上温度的加热,焊缝的力学性能不仅取决于化学成分,而且和焊缝的组织状态有很大关系。虽然焊缝的含碳量要比母材低很多,但由于焊接是一个局部加热过程,冷却速度很大,因此焊缝呈现为一种柱状晶的特殊的过饱和铸造组织,其中少量的马氏体主要靠碳的固溶强化存在,而低碳马氏体的亚结构存在许多位错,过饱和的固溶的碳就聚集在位错周围,起着钉扎位错的作用,使位错难于运动,马氏体便不易变形而呈现强化焊缝的作用。经过Ac3以上的温度加热后,焊缝组织从柱状晶变成了等轴晶,打破了原来的亚结构状态,使过饱和程度降低,其碳的固溶强化作用也随之降低了,所以势必焊缝强度降低。为了弥补上述情况造成的焊缝强度降低,只有调整焊缝的化学成分,使用合金元素更多一些的、强度高一档的焊丝来焊接热压封头拼缝。
② 壳体纵、环缝焊接条件好,考虑到板厚因素,从提高效率、保证焊接质量出发,选用双面埋弧焊,焊丝啊等强度原则选用。
③ 设备大合拢焊缝,考虑到设备因素,内焊缝采用埋弧焊较困难,故内侧采用焊条电弧焊、外侧采用碳弧气刨清根后再进行外环缝埋弧焊。B2焊缝据人孔较近,故将其为大合拢焊缝。
④ 人孔接管与人孔法兰环缝,由于人孔直径较大,故采用焊条电弧焊进行双面焊。 对于人孔、小接管与壳体角焊缝,鉴于此部位焊缝形状和焊接条件,一般选用焊条电弧焊进行双面焊。
⑤ 对于小直径接管环缝,由于只能单面焊,又要保证质量,选用TIG焊打底是保证焊缝质量最有效的方法。TIG-50为焊材牌号,其焊材型号为ER70S-G (AWS A5.18)。
⑥ 鞍座与壳体焊接角焊缝属非承压焊缝,采用熔化极气体保护焊(保护气体为纯CO2),效率高,焊缝成形好。TWE-711为焊材牌号,其焊材型号为E71T-1(AWS A5.20)。